

在軟包行業中,復合方法有干法復合(dry lamination)、濕法復合(wet lamination)、擠出復合(extrusion lamination)和共擠出復合(coextru-lamination)等。其中,干法復合是指被復合材料間所用粘合劑層壓成型時已不含揮發物質(如溶劑等)的復合膜制造方法。
在軟包裝行業中,根據不同的產品特性、成本或者材料組合,我們選擇不同的復合方法。目前,我國市場相對應用比較廣泛的還是干式復合,也是應用時間相對長的復合方法之一。
一、干式復合的特點
1、干式復合與擠出復合的優缺點
干式復合適合品種多、生產量小的復合膜生產,適合大部分產品要求,生產成本高,在正常工藝條件下,剝離強度(塑/塑復合)一般都在1~5N/15min,其常用的膠黏劑,有溶劑揮發造成的環境污染及安全操作和勞動衛生問題,亦容易產生溶劑殘留,薄膜的厚薄均勻度決定于所選基材質量,無法調整,但生產操作容易,對工人的技術要求不高,工藝技術改變不大;擠出復合最適合于大量連續性的生產,生產成本相對較低,在一般工藝條件下剝離強度(塑/塑復合)一般在0.7~2N/15min,適用于一般的輕包裝類產品。擠出復合基本用水性涂劑,涂布量很少沒有溶劑殘留,衛生性能較好,能夠在線調整薄膜厚薄均勻度和平均厚度,但其生產操作比較復雜,對工人的技術要求較高,需要經常調整生產工藝,同時存在環境溫度較高及有時有煙霧產生的問題。
共擠復合的優點:不用膠水、成本低,沒有有機溶劑排放,環保;缺點:材料限制,紙塑、鋁塑不能用,膜之間不能印刷。
2、干式復合常用膠水
(1)水性膠水:目前有丙烯酸樹脂和聚氨酯樹脂兩大類,這類產品只適合干雜等輕質包裝。
(2)醇溶型膠水:市面上有丙烯酸單組分膠水和聚氨酯雙組分膠水兩大類,醇溶丙烯酸單組分膠主要用于一些卷膜和珠光膜,而醇溶聚氨酯雙組分膠水可以用于大多數普通塑料包裝,強度低,使用范圍較小。
(3)酯溶型聚氨酯膠水:使用范圍廣,可以用于目前市面上大多數塑塑復合、紙塑復合、塑料鋁箔復合等。
(4)無溶劑膠水:環保,無溶劑殘留,膠水本身初粘力差,生產成本低,生產效率高,目前行業中都在向無溶劑方向進發,逐漸普及。
二、干式復合常用聚氨酯膠黏劑的制造原理、熟化機理及使用注意
雙組分聚氨酯膠黏劑的主劑通常是含有羥基的改性聚酯多元醇,固化劑往往是多元醇和異氰酸酯的合成物。兩組分按比例混合后,主劑的-OH與固化劑的-NCO基進一步氨酯化反應。主劑的分子量將決定復合工藝的適性,分子量小的粘合劑,涂布性能、流平性好,但初粘強度低,反之,分子量大、初粘性好,但流平性差,會對產品的透明度、柔軟性等產生影響,膠黏劑主劑分子量還會影響熟化后最終達到的性能指標,適當的分子量是主劑設計的關鍵。固化劑含有-NCO要具有高度的活潑性,能與醇、水等含活潑氫的物質反應。
1、配膠的標準方法及注意事項
(1)標準的配制方法,是先將主劑倒入配膠桶,倒入約1/3溶劑稀釋,攪拌均勻后,加入固化劑,邊加邊攪拌,均勻后再加入剩余溶劑。為避免人為操作缺陷,有些廠家會購置攪拌機,將所配制的膠水進行充分攪拌。
(2)、注意事項:
①使用配制膠水的工具需要清潔,避免有雜質混入。
②配好膠水,需放置15min使用,脫泡,初步交聯。
③生產過程中,要使用循環泵(膠水濃度比較均勻)來進行膠水的添加。
④溶劑的質量要求:水分、酸等含量(總含量不得超過0.05%)。
三、干式復合生產控制要點
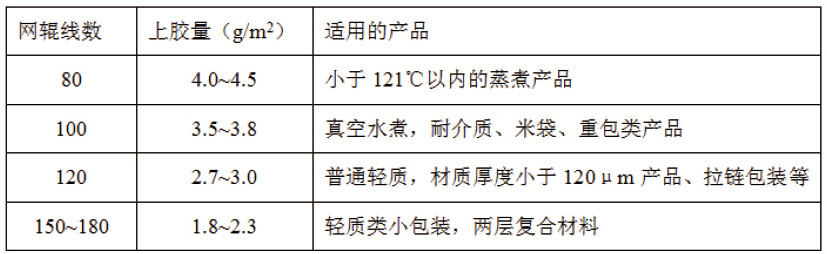
1、干式復合過程中網紋輥上膠一般需配置多套網紋輥
?????????
2、標準工藝參數
①復合關鍵參數:
烘箱溫度:50~60℃;60~70℃;70~80℃;復合壓輥溫度:50~80℃;復合壓力:在不損壞薄膜的情況下,應盡可能提高復合輥壓力。
②固化條件:固化溫度:40~55℃;固化時間:10~96h。
雙組分膠在復合下機后并不立即具有理想的粘結強度,需要將制品送入固化室在40~55℃下熟化10~96h,(普通透明袋12~24 h ,鋁箔袋24~36 h ,多層復合蒸煮袋96 h 為宜),根據不同的膠水,有不同的熟化時間和溫度,熟化室的熱能均衡非常關鍵,即設計熟化室時,需要將熱量盡可能地設計熱能循環,四周環風,同時,熟化室的定時排風也很重要,足夠的排風可以減少固化時間,而且能夠進一步降低溶劑的殘留。
3、機械工藝
烘道入口溫度要設計梯度溫度,不能太高,入口溫度太高,膠水層面易結皮,膠水內部溶劑容易被密封住,形成氣化,當溶劑氣化達到一定程度,將會沖破結皮層形成火山口一樣的環狀物,致使產品的透明度大打折扣。復合橡膠壓輥某個點的硬度不夠或者有凹陷時,將會導致該點部位壓不上,形成空膠點,出現類似漏復點。上膠壓輥,如果有異物在上面時,會出現異物點壓力處出現空膠現象,即上膠不良。
復合車間的整體環境空氣的潔凈度要求,相對于其他車間會高很多,一旦環境空氣中塵埃較多,上膠后烘道里進風處有灰塵,較容易粘附在膠層表面上,在復合兩層基膜之間形成異物點。要減少塵埃所造成的問題,需要將進風口處加裝高目數的濾網,清除或減少進風流中所攜帶的塵埃。
四、干式復合常見質量問題及解決方法
1、復合袋開口性不好
(1)膠水部分成分與內層薄膜爽滑劑起反應,使得膜的原有爽滑度降低。
(2)上膠量偏大、熟化溫度太高。
(3)熟化后沒有完全冷卻后制袋。如果已經出現該情況,制袋后用高壓氣槍對其口吹氣,能夠有效改善其開口性。
2、復合膜干不透
復合產品經一定的溫度、時間熟化后,復合膜層間剝離膠層仍然具有一定粘性,即復合膜剝離后,膜與膜重新貼合在一起時仍然粘合在一起的現象(正常熟化透的產品,剝離后,是不能重新粘合的)。復合膜膠水干不透將直接影響復合膜剝離強度,而輕微的不干現象,在制袋后熱封強度較差,層間剝離后有粘性,熱封的地方容易出現褶皺。快的時候,一兩個小時后,袋子封邊,便會呈現出來,遲的,存放一個星期或半個月后,才出現包裝袋褶皺現象,甚至有的,在只要被彎折過的位置都會出現褶皺現象。
一般而言,膠水干不透現象主要有兩個方面原因:一方面是上膠中的總體含量中,水分含量超標,另一方面是膠水配置過程中的固化劑不夠所致。這兩種原因都會讓固化劑量的不足與主劑起交聯反應。聚氨酯膠粘劑主劑是一種以—OH封端的高分子聚酯、聚氨酯化合物,本身具有一定的粘性,聚氨酯膠粘劑主劑只有與固化劑內的異氰酸根反應,產生網狀交鏈結構,才具有較高剝離強度。一個水分子能夠與兩個—NCO基團起反應,一個水分子的分子量是18,一個—NCO基團的分子量是42,也就是說18g水能夠與42×2=84g—NCO基團反應。一般干式復合用聚氨酯膠粘劑的固化劑的含量為70%,70%固化劑—NCO的含量是12%左右。那么18g水要消耗掉75%的固化劑的量是84/12%=700g。我們假設20公斤乙酸乙酯含水量0.2%,那么20kg的乙酸乙酯內含有水分是20g,如果完全反應,那就要消耗掉固化劑1.55kg。正常20kg粘合劑主劑,配備4kg的固化劑,如果乙酸乙酯的水分含量是0.2%,那么固化劑被反應消耗的量是一個不可思議的量。
復合膜膠水干不透現象的解決措施:
①降低乙酸乙酯中水、醇的總含量(水分、醇類的總含量在0.05%以下)。
②當使用易吸潮的尼龍等薄膜時提高固化劑比例(5%~10%),“梅雨”季節,放入熟化室一段時間,再行生產。
③盡量降低印刷油墨中殘留溶劑的量,加強在線溶劑殘留的監測。
④縮短已配制的膠黏劑存放時間,配制膠黏劑時做到減少每次配制量,增加配比次數,縮短存放時間,同時提高烘道溫度,減少殘留溶劑量。
3、復合膜透明度降低
(1)膠粘劑本身問題:膠黏劑顏色太深,偏深黃色或黃紅色,烘干后,這部分偏深的顏色會相應地留在薄膜上,因此,要求復合成品具有高透明度時,要選用微黃,甚至無色的膠黏劑,正確選用雙組分膠黏劑,可以減少復合成品出現“霧狀”的幾率,甚至消除“霧狀”現象。
(2)基材的表面張力影響:薄膜表面張力不符合要求時,膠液對它不能均勻浸潤,干燥后造成膠膜不均勻使其透明度不好,因此復合膜的表面張力盡可能達到38達因以上為佳,如果表面張力不高,就須進行處理。處理的目的是使表面粗糙化,表面起毛,增加表面積凹性。當膠粘劑與其表面接觸時,可產生良好的浸潤效果。黏合劑會滲透凹溝去,增加黏貼牢度。
(3)、膠黏劑的流動性不足及展平性差的影響、上膠量不足或過高的影響等。
4、剝離強度差
(1)固化不完全。固化完全是指羥基100%固化,然而,在實際生活中由于乙酯中的雜質消耗了部分-NCO基,導致主劑和固化劑配比失衡,或者固化劑少加,或所加固化劑與油墨中的羥基反應,導致固化劑不足,造成固化不完全。
(2)基材濕潤張力不夠,使粘合劑不能充分潤濕被涂布表面,從而造成剝離強度差。
(3)膠與油墨相容性不好。
(4)涂布量不夠,不但會產生氣泡,也會使剝離強度下降,但若涂布量太大,會使油墨從印刷基材上脫落。
(5)水煮或蒸煮后剝離強度降低。由于BOPA易吸潮,經水煮后有時強度會降低,所以除了選用合適的蒸煮膠外,還要考慮尼龍的干燥狀態、實際應用條件,要充分估計尼龍吸潮會導致剝離強度的下降。
5、產生氣泡
(1)上膠量不足產生的氣泡。上膠量不夠是一個相對的概念,不印刷的復合膜,上膠量在1.8~2.2g/m2之間,印刷復合膜最好是2.8 g/m2左右。決定上膠量的因素除了剝離強度外,涂布的流平性是重要的因素,而涂布的流平性除了上膠量對它有影響外,是否采用勻膠輥、基材、膠的表面張力、膠的粘度都會對它產生影響。
(2)干燥不良產生的氣泡。透明的復合膜上表面為“霧蒙蒙”的,透明度差。調節干燥能力首先取決于設備的干燥系統,其次考慮上膠量,上膠量越大對干燥能力要求就越高。
(3)上膠網線輥堵版產生的氣泡。涂布輥長時間未用洗版液清洗,而造成堵版。因為每次復合后不可能把網紋輥中的殘膠完全清洗干凈,殘膠日復一日地在網孔底沉積并固化,上膠量慢慢變少,小氣泡也漸漸產生,由少變多,由小變大。
(4)復合熱輥和壓輥不平整產生氣泡,不平整的地方帶進空氣,產生氣泡,這類氣泡周期性的出現。另一類重要卻容易被忽視的原因是壓輥的兩端軸承部分磨損或有微小氣泡,造成與熱輥之間的不平行,也會產生氣泡。
(5)因熟化溫度不夠,未能消除氣泡。同樣的溫度,分子量大的膠流動性差,應適當的提高溫度。熟化室溫度不夠消除不了氣泡,復合熱輥溫度不夠也會產生氣泡,加熱的目的是使干固的膠黏劑溶化,流動,消除小孔洞,小縫隙,在壓力下排出空氣,使二層膜緊密熱合。
(6)設備工藝原因。產生這類氣泡的原因是膠黏劑未干透,有的是油墨溶劑干燥不充分造成,經常出現在大面積疊印的部分。
五、高溫高濕天氣對干式復合的影響及注意事項
目前,干式復合所使用的大多是雙組分反應型的聚酯、聚氨酯系的粘合劑,但它的性能一般與異氰酸酯的選擇、聚酯多元醇的分子結構、聚合度、官能團以及混合比等條件不同而有所差異。雙組分粘合劑反應是由高分子末端部分含羥基成分的主劑與分子結構中含異氰酸酯基成份的固化劑起交聯固化反應,結合成有較高緊密度的聚氨酯,含異氰酸酯基成分的固化劑具有較強的活性與含有羥基、胺基的物質起反應,且反應速率比與高分子聚酯、聚氨酯主劑反應快10倍以上。這也是大多數聚氨酯粘合劑廠家在使用說明上對稀釋劑(溶劑)中的水、醇、胺類作限制的原因。
在干式復合過程中,濕度較高時對復合膜所造成的影響則有多方面,比如:
a、膠水干不透,復合熟化后仍然保持粘性,造成剝離強度降低,甚至不能使用;
b、交聯速度減慢,粘合劑初粘力降低,容易引起復合膜起隧道現象;
c、高溫蒸煮膜袋,在高溫蒸煮過程中里層、破袋現象增多;復合膜容易起斑點、白點和晶點等。
針對高溫高濕天氣對干式復合的影響,在生產過程中要進行有針對性的預防措施:
①須對各種薄膜進行控制,比如尼龍等易吸潮薄膜,在保管存放時,要用金屬鋁箔或阻隔性高的薄膜將尼龍薄膜密封好放在干燥環境的貨架上,如果遇上“梅雨”季節,對于做高溫蒸煮類產品的尼龍膜,在復合或印刷前,放在40℃上下的熟化室存放4~8H,在使用時再提出使用,效果會比較理想。對于所使用的薄膜均不能直接堆放于地面。
②對于膠水的稀釋劑(乙酸乙酯),在采購要求上,要進行質量要求控制,對于每批進入生產的溶劑,均要對水分、醇的含量進行檢驗分析,檢驗是否超標,以及留樣備查。
③生產車間須對復合環境進行控制,在室內裝置排氣扇,加強室內空氣流通,但注意不能對著復合機流線性吹,并隨時檢查導輥、復合輥及網輥上有無水珠,用干布擦拭一遍。
④在配置粘合劑時,配的量適當減少,隨配隨用,不宜放置過長,同時配置時,保證固化劑的量,使其盡量往上限靠,在“梅雨”季節也可適當增加固化劑量(5%~10%),增加主劑與固化劑交聯程度。
⑤改變復合機排風量,將出風口管路增大,另外如出風口管路較長,宜在出風口管路口安裝引風機,這樣使出風速度大于進風速度,使烘道內形成低氣壓,宜于溶劑揮發,減少殘留溶劑。另外,對烘道內溫度能調高則盡量調高,但不能超過薄膜承受溫度區內為宜,另進膜區溫度要適當,不宜過高。
⑥復合時,隨時注意膠槽附近的刮刀及導輥,有無水珠產生,并同時降低速度,減少溶劑的殘留,高溫高濕天氣容易使膠槽內溶劑揮發速度加快,膠槽附近局部溫度過低,易引起水蒸汽凝結,生產進行中,隨時留意膠水循環泵的工作狀態,并定時測試膠水的粘度,把控膠水濃度。
六、結語
影響干式復合工藝質量因素有很多,總體歸類為:1、原輔材料本身因素;2、人為操作缺陷和機械缺陷;3、硬件環境、溫濕度控制因素;4、熟化工序所產生的影響因素。針對這幾項因素,不難查核干式復合出現異常的原因,從而解決問題。把握干式復合生產工藝,關鍵是要將每個環節規范、細化。